Blog
Tapping Tip- How H-Limits Relate to Class of Fit (Part 1)
Welcome to another post on our Tapping Tips! This is the first part of a two-part series on the relationship of inch tap size and class of thread. Before we explain the relationship of tap sizes and class of threads, we should start the discussion on class of threads first. Not in all instances, but most threads when assembled before tightening, have a free-running fit. What that means is, the external and internal threads of the same size, will screw together without any interference. This is achieved, by the external thread being smaller and the internal thread being larger, than the basic/nominal size. The amount that the external and internal threads are different than the basic/nominal size, has been established by industry thread standards. ASME/ANSI standard, B1.1 covers the inch threads, UNC, UNF, UNEF, UNS as well as UNJC, UNJF, UNJEF, and UNJS. The pitch diameter tolerance for each class of thread establishes how loose or tight the threaded assembly will be before it is tightened. Because this blog is about the relationship between the tap size, and class of thread, it only pertains to the internal thread. If you want to learn more about external threads, see the applicable thread standard referenced below.
Designations for Internal inch thread classes are, 2B & 3B for sizes #10 and smaller, and 1B, 2B & 3B for sizes larger than #10. They are different from each other, by the amount of tolerance between the minimum and maximum pitch diameter size. Class 1B has a large tolerance and is most often produced by a maintenance/cut thread tap. Because this blog is about ground thread taps, class 1B is not further discussed.
As the basic/nominal thread size increases, the class tolerance increases, example the tolerance for a 1/4-20 UNC -2B is 0.0049, and for a 3/8-16 UNC-2B is 0.0057. Also, the finer the threads, for the same basic/nominal thread size, the class tolerances decrease, example the tolerance for a 1/4-20 UNC-2B is 0.0049, and for a 1/4-28 UNF-2B it is 0.0043.
On the left side of the figure below, it shows the product thread classes 2B and 3B for a 1/4-20 UNC, it also shows the minimum and maximum pitch diameter for each.
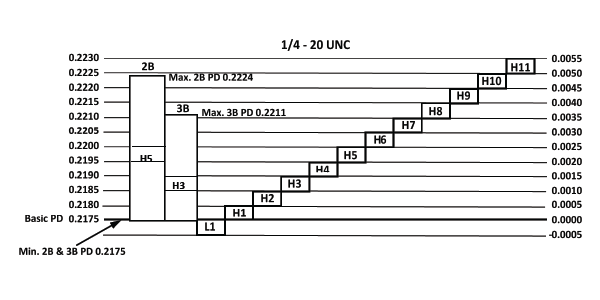
H and L limits are used for inch size ground thread taps. H (high) represents a pitch diameter that is larger than the basic pitch diameter, and L (low) represents a pitch diameter that is smaller. The number after the H or L, indicates the amount it is different than the basic pitch diameter. Each number after the H or L is equal to 0.0005, so an H3 or L3 is equal to 0.0005 x 3 or 0.0015. (For additional information see our blog, Finding the Perfect Tap). We should also mention that H and L limits are also expressed as GH or GL, with the G being that tap has a ground thread, either designation, with or without the G, will work. The figure shows the 0.0005 incremental difference between H and L limits as well as their relationship to the basic pitch diameter.
Stay tuned for part two, coming soon, about where technical meets application. We know that this is a lot of technical information and the relationship between a tap limit and class of thread can be somewhat confusing, we are here to help! In the meantime, do not hesitate to reach out to us at 800.872.8277 or email Sales@GWSToolGroup.com with your application information, and we will send our experts to work!